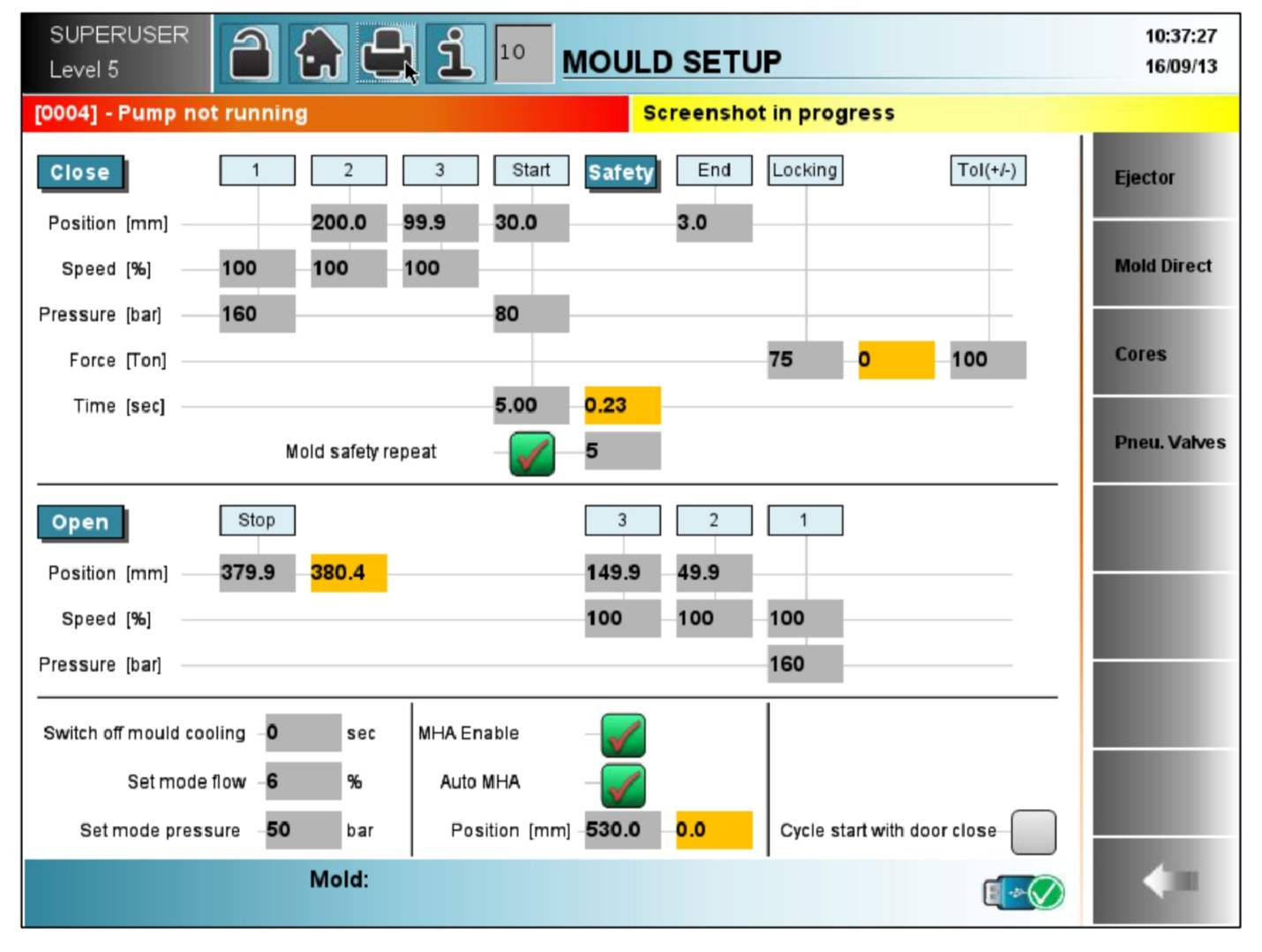
MOULD SETUP PAGE IN INJECTION MOULDING MACHINE
To select this page
Press Mould setup hot key
For mould open, 3 speeds can be set with corresponding stroke values.
For mould close, 3 speeds can be set with corresponding stroke values.
The pressure for mould closing can be set from zero to 160 bar

1. Mould moves from the fully closed position with slow speed of V1=10%
2. On reaching 25 mm, the speed increases to V2=35%
3. On reaching 180 mm, the speed decrease to V2=12%
4. Mould comes to a stop at 230mm

1. Mould closes from the fully opened position with slow speed of V1=10%
2. On reaching 200 mm, the speed increases to V2=30%
3. On reaching 60 mm, the speed decreases to V2=6%
4. The mould sensing starts at 40 mm, closing pressure limited to 5 bar
5. Mould sensing ends at 2.5 mm and the mould locks
6. The mould closing pressure is 75 bar up to sensing start
MOULD SENSING
The mould sensing timer is started at the stroke point “MOULD SENSING START” (40.0mm).
Mould sensing pressure is limited to 5 bar.
If the mould sensing end point (2.5 mm) has not been reached within the mould sensing time (set as 2.00s), then the mould ceases to close and the alarm TRIPPED OUT ON MOULD SENSING appears and the mould will go to open stop position.
The actual mould sensing time is displayed in the actual column.
If the repeat function is preselected and the machine trips on mould sensing, the mould opens up after the sensing time is over to eject any trapped molding present and tries to close and continue auto operation.
If the sensor timer runs out every time, till the last repeat selected, the machine returns to its start position and the alarm TRIPPED OUT ON MOULD SENSING appears.
The repeat function can be set up to a maximum of 9 times, selectable on the IBED.
If ejector operation is required during sensing repeat the relevant PG has to be selected in program pre-select program page
In setting mode mould movements take place with a single selectable speed and pressure.
MOLD COOLING
Mould cooling, if controlled through IBED, is normally ON from the start of mould closing to the end of mould opening. If it is required to keep the cooling ON beyond this, a delay can be programmed in the field ‘Switch off mould cooling’ to keep it on beyond the normal duration.
CLAMP FORCE CONTROL
The tonnage required by the mould can be set on the screen with an accuracy of one ton.
The tonnage is sensed and correction of tonnage is automatically done
The actual tonnage developed is displayed as actual value when the mould is locked.
The correction of tonnage is done at the end of the cycle and the accuracy is within 2% of the tonnage of the machine
A tolerance setting is possible by the user so that if the actual value is not within these limits an alarm will be generated and the cycle stops.
Before starting the cycle bring the tonnage within tolerance what you have set, and then the tonnage will be corrected automatically in closed loop.
The mould height of the mould loaded has to be set on the screen and on enabling the PG in setting mode the mould height will adjust automatically to that set value.
The commissioning of the potentiometer/proximity has to be done at minimum mould height position.


Comments
Post a Comment